Центр сварки пластмасс
Официальный дистрибьютор в России

 Содержание статьи
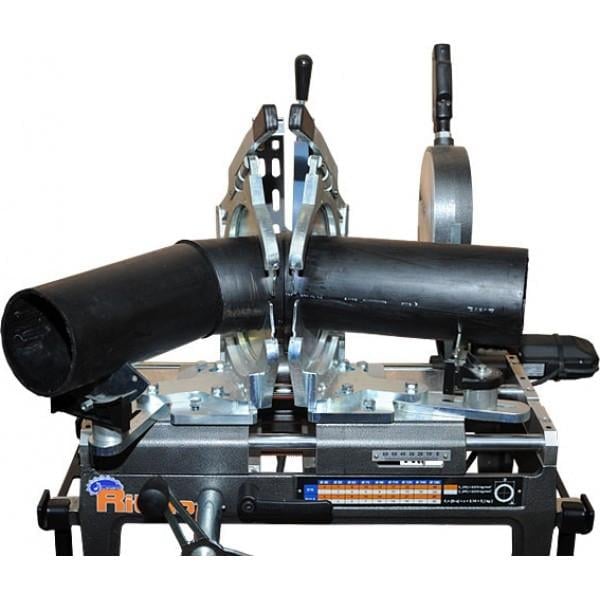
Содержание статьиСтыковая сварка труб ПНД обычно используется при прокладывании напорных водопроводов, газопроводов и канализации. В таких случаях соединения не должны уступать по краткосрочным и долгосрочным прочностным характеристикам исходным элементам трубопровода. Для этого важно соблюдать технологию сварки и учесть ряд важных особенностей.
Рекомендуем также:
 Пн-Пт с 09:00 до 18:00
Пн-Пт с 09:00 до 18:00