Центр сварки пластмасс
Официальный дистрибьютор в России

 Содержание статьи
Содержание статьиДостоинства полиэтиленовых труб при создании безнапорных трубопроводов выражаются как в сочетании физико-технических качеств самого полиэтилена (устойчивость к коррозии и перепадам температур, эластичность, кислото- и щелочестойкость, долгий срок службы и др.), так и в простоте монтажа, обеспечиваемого легкостью монтируемых конструкций. При этом долговечность и эксплуатационные характеристики готового трубопровода напрямую зависят и от качества соединения его отдельных элементов.
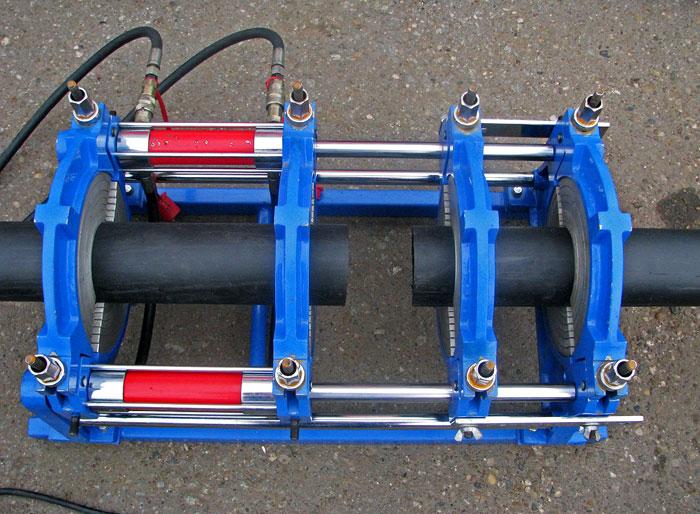
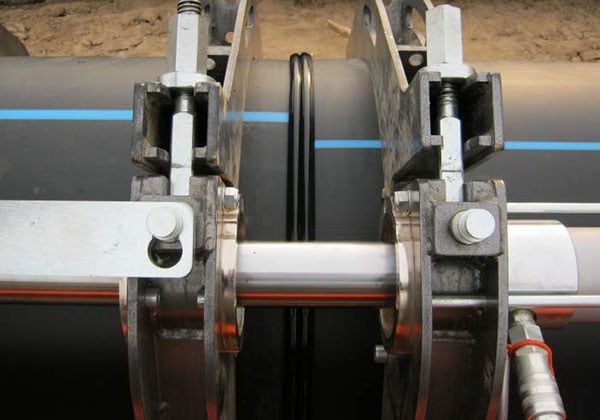
Стыковая сварка — это наиболее простой и эффективный способ сочленения элементов трубопроводов при прокладке инженерных сетей и коммуникаций, рассчитанных на эксплуатацию при низком давлении, — систем водопровода, отопления и канализации. В этом случае трубы закрепляются «стык в стык» путем оплавления торцов при температуре 180–280 °C и поддержанием необходимого давления в месте шва до полной фиксации соединяемых элементов.
Общие принципы, технологию и оценку качества стыковых сварочных соединений пластиковых труб регламентирует ГОСТ Р 55276-2012 (ИСО 21307-2011).

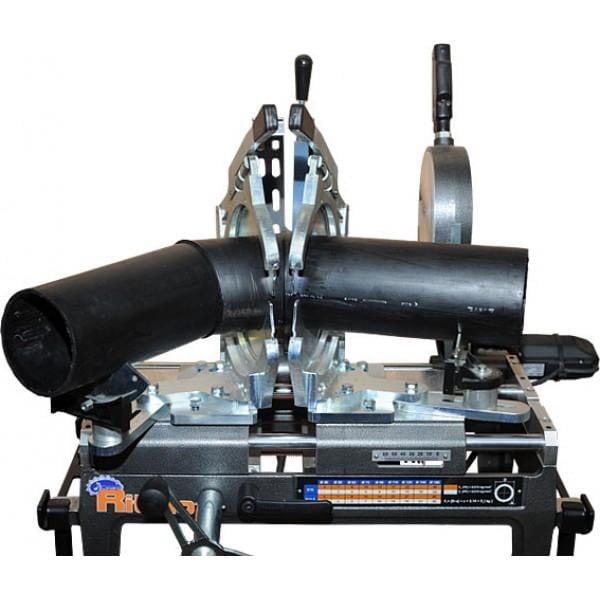
Использование современного оборудования, выпускаемого итальянской компанией RITMO, позволяет свести трудоемкость операций по стыковой сварке к минимуму. Алгоритм действий предельно прост и понятен:
Результатом стыковой сварки является создание надежного неразъемного соединения, обладающего максимальной герметичностью и показателем прочности на разрыв, сопоставимым с аналогичным параметром самой трубы.
В зависимости от технологических потребностей заказчику предлагаются различные модификации станков для стыковой сварки, предназначенные для соединения элементов трубопроводов диаметром от 40 до 1 600 мм, включая приварку фитингов, отводов, тройников и т. д., вне зависимости от толщины стенки. В стандартную комплектацию оборудования для стыковой сварки входят:
Малый вес, компактные размеры и низкое энергопотребление позволяют производить работы по стыковой сварке непосредственно на месте монтажа, а простота конструкции устройства предусматривает обслуживание станка одним оператором.

Принимая во внимание то, что трубопроводы в процессе эксплуатации представляют собой зоны повышенного риска, на всех этапах их монтажа ведётся непрерывный контроль качества. Это касается очистки, торцовки, соединения труб, параметров процесса нагрева и охлаждения. После окончания сварки производится визуальный осмотр шва — он должен быть ровным, гладким, без трещин, складок и перекосов. Окончательное испытание трубопроводов на герметичность производится созданием гидростатического давления. Сварные стыки особо ответственных систем могут подвергаться предварительному тестированию стыков разрушающими способами. В отдельных случаях для контроля качества стыковых соединений применяется рентгенография и ультразвук.
Сварка пластиковых труб ведётся с применением комплекта специального оборудования и, как правило, в стеснённых условиях. Это предъявляет к исполнителям ряд требований, направленных на защиту от травм и ожогов. Для полного обеспечения безопасности необходимо:
Соблюдение элементарных правил техники безопасности не только обезопасит рабочий процесс, но и создаст предпосылки для повышения качества, надёжности трубопроводов.
 Пн-Пт с 09:00 до 18:00
Пн-Пт с 09:00 до 18:00